[VIP第1年] 指数:3
[VIP第1年] 指数:3
平焊法兰在使用时应该注意以下几点:焊接电流和电弧控制:为了防止由于法兰盖加热而产生睛间腐蚀,焊接电流应该保持不宜太大,比碳钢焊条少于20%左右。同时,电弧不宜过长,以保持焊接质量。焊条的使用和保存:焊条在使用时应该保持其干燥,钛钙型焊条应在150℃下干燥1小时,低氢型焊条应在200-250℃下干燥1小时。同时,要防止焊条药皮粘油和其它脏物,以免导致焊缝增加含碳量和影响焊件质量。重复加热的影响:平焊法兰管件在焊接时,受到重复加热会析出碳化物,这会降低耐腐蚀性以及产品的力学性能。焊接后的处理:对于铬平焊法兰管件,焊后硬化性较大,容易产生裂纹。若采用同类型的铬不锈钢焊条(如G202、G207)焊接,需要进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用适合平焊法兰管件的焊条(如A107、A207)。

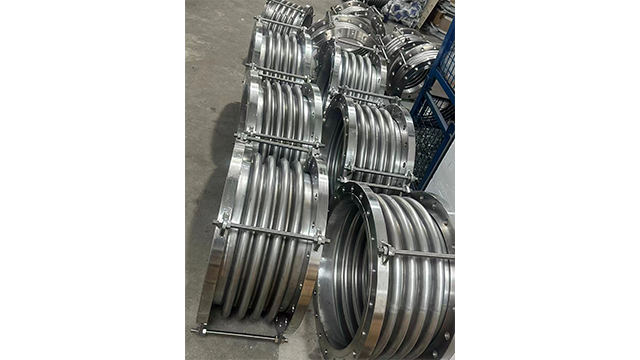
带颈对焊法兰是一种带有锥颈的法兰,它与筒体或管道通过对接焊的方式进行连接,属于整体式法兰的一种。以下是关于带颈对焊法兰的详细解释:定义与结构定义:带颈对焊法兰是指带有锥颈且与筒体或管道采用对接焊的一种法兰。结构:它由一个整体法兰和锥颈组成,锥颈的设计用于与管道或筒体进行平滑过渡,从而增强连接的强度和刚度。特点与优势强度高与刚度:由于锥颈的过渡结构及对接焊连接,带颈对焊法兰的强度及刚度得到加强,密封性比平焊法兰好。良好的密封性:其密封性能优于平焊法兰,适用于对密封要求高的场合。适用范围广:带颈对焊法兰适用于压力、温度较高或对密封要求高的场合,如化工、石油、电力等领域的高压、高温、易燃、易爆、有毒、有害、剧毒类介质的管道和设备上。缺点带颈对焊法兰需要锻件制造,因此耗费材料多,制造费用大。应用场景带颈对焊法兰用于中高压管道和设备的连接,如航空航天、石油、化工等领域的大型集装箱中。在管道工程中,带颈对焊法兰主要用于管道连接,其密封面可分为光滑型、凹凸型和企口型三种,其中光滑型带颈对焊法兰应用更多。安装与检测带颈对焊法兰的安装通常采用对焊焊接方式,焊接完毕后需要做焊缝检测,确保焊接质量。


文章来源地址: http://jxjxysb.wwwjgsb.chanpin818.com/jcfj/falanpan/deta_27155971.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。